




Гальваника (с применением нового оборудования) позволяет в домашних условиях, например, посеребрить неказистый бабушкин самовар, отхромировать поржавевший бампер автомобиля, поцинковать или покадмировать инструмент (чтобы не ржавел). А то, может быть, взяться и оцинковать днище автомобиля – заветная мечта автомобилиста. Все это возможно при применении нехитрого устройства для гальваники крупногабаритных (и небольших) металлических деталей.
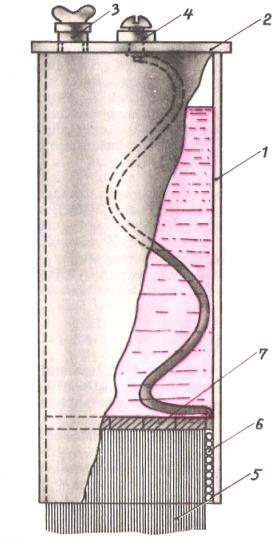
Устройство представляет собой следующее. Основа его – цилиндр 1 (см. рис.) из прозрачной пластмассы. Сверху у цилиндра 1 приклеена крышка 2. На ней имеются заливное отверстие 3 с пробкой и металлический контакт 4, вклеенный в крышку.
Снизу в цилиндр 1 вклеена (клей «Момент») щетина 5 от кисти, затянутая шпагатом и обвернутая несколькими витками свинцовой проволоки 6. Конец этой проволоки припаян к контакту 4. Вместо свинцовой проволоки можно использовать узкую полоску свинца, вырезанную из оболочки кабеля.
Выше над щетиной 5 вклеена мембрана 7, представляющая собой кружок пенопласта (толщиной 8-10 мм), в котором проделано несколько мелких сквозных отверстий.
В цилиндр заливают электролит. К устройству подключают зарядный агрегат для аккумуляторов, позволяющий получить силу тока до 5 А.
Плюс подключают к контакту 4, минус – к детали, которую покрывают металлом.
Через мембрану 7 и щетину 5 электролит понемногу выходит наружу. В это время своеобразной кистью натирают поверхность детали, при этом на ней начинает появляться пленка металла. Электролит собирают и еще раз используют, разбавляя его свежим электролитом.
Необходимо отметить, что качество подготовки деталей должно быть высоким (шлифовка, полировка, химическое обезжиривание, промывка дистиллированной водой).
Рассмотрим состав некоторый электролитов (все дано в г/л).
Для меди. 1. Медь сернокислая – 190, серная кислота – 70. Температура раствора
20 С, катодный ток 1 А*. Матовое меднение.
2. Медь сернокислая – 250, серная кислота – 20, хромовый ангидрид – 2.
Температура раствора 20 С, катодный ток 2,2 А. Полуматовое меднение.
3. Медь сернокислая – 200, меласса – 0,8, серная кислота – 50, тиомочевина – 0,04.
Температура раствора 20 С, катодный ток 1,8 А. блестящее меднение.
Для цинка. 1. Натрий сернокислый – 30, цинк сернокислый – 215, аммоний сернокислый – 27, декстрин – 10. Температура раствора 20 С, катодный ток 0,3 А. Блестящее цинкование.
2. Аммоний хлористый – 250, борная кислота – 23, цинк сернокислый – 250, клей столярный (сухой) – 1,5, окись цинка – 13. Температура раствора 20 С, катодный ток
0,3 А. Блестящее цинкование.
Для кадмия. 1. Кадмий сернокислый – 65, алюминий сернокислый – 30, аммоний сернокислый - 35, клей столярный – 0,6. Температура раствора 20 С, катодный ток 0,4 А.
Полуматовое кадмирование.
2. Окись кадмия – 30, аммоний сернокислый – 300, борная кислота – 20, клей столярный – 2. Температура раствора 20 С, катодный ток 0,4 А. Полуматовое кадмирование.
Для никеля. 1. Никель хлористый – 250, борная кислота – 25. Температура раствора 20 С, катодный ток 1,3 А. Полуматовое никелирование.
2. Никель сернокислый – 80, аммоний хлористый – 20, натрий хлористый – 55, борная кислота – 20. Температура раствора 20 С, катодный ток 0,35 А. Полуматовое никелирование.
3. Никель сернокислый – 150, никель хлористый – 5 , борная кислота – 30, магний сернокислый – 5, натрий сернокислый – 3, натрий хлористый – 5. Температура раствора 20 С, катодный ток 0,15 А. Блестящее никелирование.
Для хрома. 1. Хромовый ангидрид – 375, едкий натр – 50, сахар (рафинад) – 2, серная кислота- 2. Температура раствора 18 с, катодный ток 2,5 А. Полуматовое хромирование.
2. Хромовый ангидрид – 300, кальций сернокислый – 15, кальций углекислый – 60.
Температура раствора 18 С, катодный ток 2,5 А. Полуматовое хромирование.
Для серебра. 1. Серебро хлористое – 20, железистосинеродистый калий (желтая кровяная соль) – 60, натрий углекислый – 50, калий роданистый – 55. Температура раствора 20 С, катодный ток 0,05 А. Полуматовое серебрение.
2. Серебро азотнокислое – 25, сульфит натрия – 400. Температура раствора 20 С, катодный ток 0,06 А. Полуматовое серебрение.
3. Серебро азотнокислое – 20, трилон Б – 40. Температура раствора 18 С, катодный ток 0,175 А. Блестящее серебрение.
После покрытия металлом поверхность детали протирают слабым раствором кальцинированной (или питьевой) соды и промывают теплой водой.
Примечание: 1. во всех рецептах вещества должны быть чистыми («Ч»), а вода – дистиллированной.
2. Рабочая посуда – эмалированная или из жаропрочного стекла.
